-

东莞市鼎昊塑胶科技有限公司
主营:塑胶制品设计生产,注塑五金包胶,模具设计与制造 - 19902619121

东莞市鼎昊塑胶科技有限公司
主营:塑胶制品设计生产,注塑五金包胶,模具设计与制造 4
4
肇庆五金包胶注塑零件生产企业湖北新能源设备PPS塑胶件装配
东莞市鼎昊塑胶科技有限公司高度重视产品质量,在采购、开发、制造、销售、客户服务等环节制定了科学严格的质量标准,建立了人才激励机制,着力提升每一个员工的综合素质和质量意识,推行现代化的管理模式, 从而提高了生产效率,并且对产品质量并且树立了良好的企业形象。 展望未来,东莞市鼎昊塑胶科技有限公司将继续秉承“敬业、诚信、融合、创新”的企业精神,以“研制更好的产品,提供更好的服务,创建更好的形象”三个更好作为竞争策略,不断进行变革和管理创新,增强企业综合竞 争力;愿与各界朋友进行更加广泛的合作,与时俱进,共创未来!欢迎广大客户莅临指导工作。
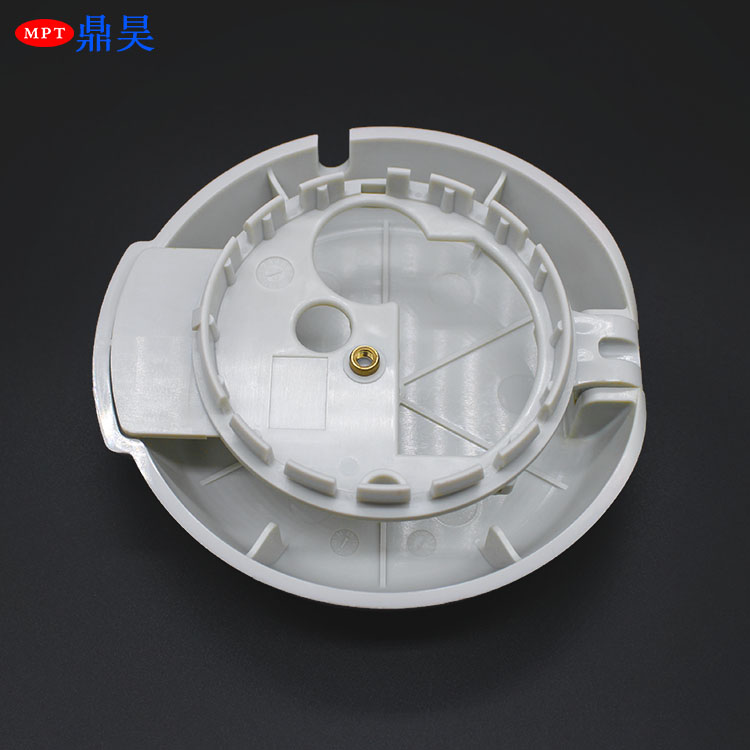
名称:五金包胶折叠组件
型号:MPT-00411
外径:113±0.5mm
内径:76±0.5mm
高度:25±0.5mm
总高度:37±0.5mm
材质:ABS+金属
颜色:灰色
重量:62g
注:以上数据仅供参考,
请以实物为准,
可来图来样定制
塑胶模具厂电火花加工速度的影响因素
1.极性效应正阴极不同,材料损坏量不同的现象称为极性效应。
(1)正极加工:用短脉冲加工时,电子轰击作用大于离子,正极的损坏量大,工件受到正极。短脉冲比40微秒小,表面质量高,效率低,用于精加工。
(2)阴极加工:使用宽脉冲加工时,阴极制量大于正极,工件需连接阴极。长脉冲比300微秒大,表面质量低,效率高,用于粗加工。
2.脉冲参数脉冲量越大,传递到工件的热量越多,损坏量就越大。单位时间内正极(或阴极)的总侵蚀量为q=qtf=kwft。措施:增加平均放电电流,减少脉冲间隔,提高脉冲频率,合理选择工作参数。
3.脉宽增加脉宽制糖量增加,但脉宽太短,热量太集中,金属气化比例增加,气化热消耗各部分能量,制糖量减少。脉冲宽度太长,通过传导损失的热量太高,减少损坏量。
4.材料的热力学常数熔点、沸点、比热容、熔化热、气化热越高,前期食物越少,加工难度越大。热导率越高,热传导损失越快,从而降低自身损坏量。