-

东莞市鼎昊塑胶科技有限公司
主营:塑胶制品设计生产,注塑五金包胶,模具设计与制造 - 19902619121

东莞市鼎昊塑胶科技有限公司
主营:塑胶制品设计生产,注塑五金包胶,模具设计与制造 4
4
江苏固定塑料瓶口模具制作工厂茂名工程塑料加工定制生产技术优
东莞市鼎昊塑胶科技有限公司凝聚了大批技术型人才,拥有精湛的技术,精湛的设备和一支敬业爱岗的团队。把创立具有国际创造竞争力的品牌作为已任,处处以高标准要求自己。公司自成立以来,我们生产的模具开发、塑胶制品,五金配件都朝着多元化方向发展,在原有的基础上跨越了大大的一步。目前我们的产品已在汽车、电子、航天航空、航泊、食品、家居等行业得到广泛的利用,并占据着不可取代的位置。
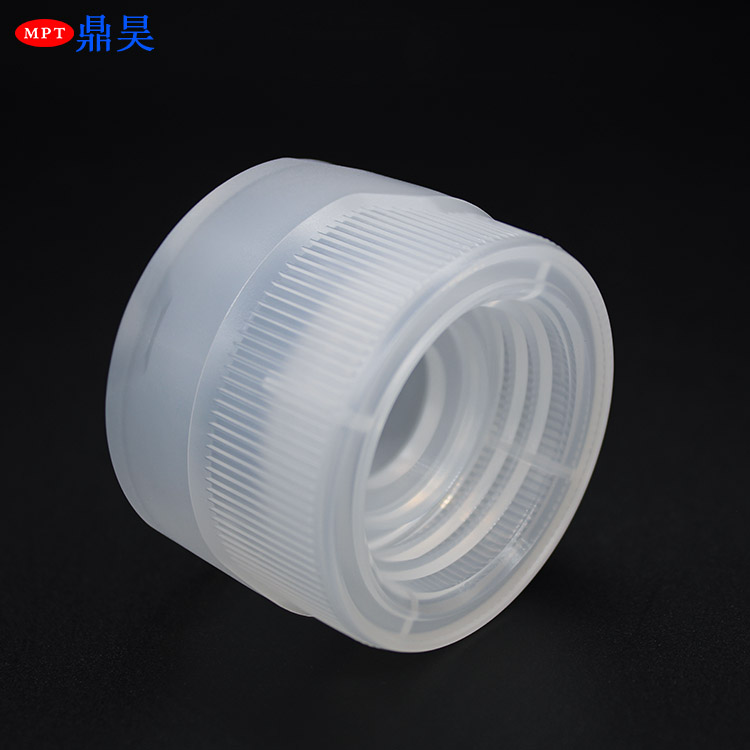
名称:瓶口固定卡盖
型号:MPT-00331
内径:32±0.5mm
外径:40±0.5mm
高度:30±0.5mm
厚度:2±0.5mm
材质:PP
颜色:白色
重量:9.5
注:以上数据仅供参考,
请以实物为准,
可来图来样定制
注塑成型周期
成型周期:成型周期直接影响劳动生产率和设备利用率。因此,在生产过程中,应在保证质量的前提下,尽量缩短成型周期中各个有关时间。在整个成型周期中,以注射时间和冷却时间至重要,它们对制品的质量均有决定性的影响。
注射时间中的充模时间直接反比于充模速率,生产中充模时间一般约为3-5秒。注射时间中的保压时间就是对型腔内塑料的压力时间,在整个注射时间内所占的比例较大,一般约为20-120秒(特厚制件可高达5~10分钟)。
在浇口处熔料封冻之前,保压时间的多少,对制品尺寸准确性有影响,若在以后,则无影响。保压时间也有至惠值,已知它依赖于料温,模温以及主流道和浇口的大小。如果主流道和浇口的尺寸以及工艺条件都是正常的,通常即以得出制品收缩率波动范围至小的压力值为准。
冷却时间主要决定于制品的厚度,塑料的热性能和结晶性能,以及模具温等。冷却时间的终点,应以保证制品脱模时不引起变动为原则,冷却时间性一般约在30~120秒钟之间,冷却时间过长没有必要,不仅降低生产效率,对复杂制件还将造成脱模困难,强行脱模时甚至会产生脱模应力。成型周期中的其它时间则与生产过程是否连续化和自动化以及连续化和自动化的程度等有关。